

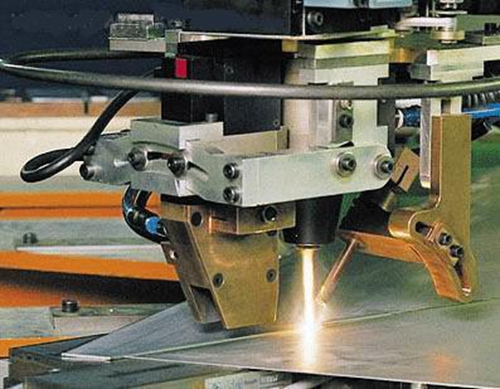
Laser welding refers to a welding method in which a high energy density laser is used as a heat source to melt a metal to form a welded joint. Compared with electron beam welding, the most important feature of laser welding is that no vacuum chamber is required, and no X-rays are generated during the welding process. However, the thickness of laser welding is much smaller than that of electron beam welding.
Classification
First, according to the control method can be divided: manual laser welding machine, automatic laser welding machine, galvanometer laser welding machine.
Second, according to the laser can be divided: YAG laser welding machine, semiconductor laser welding machine, fiber laser welding.
There are two basic modes of laser welding: laser thermal conduction welding and laser deep penetration welding. The former uses a lower laser power density (105~106W/cm2). After the workpiece absorbs the laser, it only melts on the surface and then transfers to the inside of the workpiece by heat conduction. The heat forms a molten pool. This welding mode has a shallow depth and a small depth. The latter has a high laser power density (106~107W/cm2), and the workpiece melts rapidly after being absorbed by the laser.
Gasification, the molten metal forms a small hole laser beam under the action of vapor pressure to directly illuminate the bottom of the hole, so that the small hole continues to extend until the vapor pressure in the small hole is balanced with the surface tension and gravity of the liquid metal. When the small hole moves along the welding direction, the molten metal in front of the small hole flows around the small hole to the rear, and forms a weld after solidification. This welding mode has a large penetration depth and a large aspect ratio. In the field of mechanical manufacturing, in addition to those thin parts, deep penetration welding should generally be used.
The metal vapor and shielding gas generated by the deep fusion process are ionized by the action of the laser to form a plasma inside and above the small holes. The plasma absorbs, refracts, and scatters the laser, so generally the plasma above the bath weakens the laser energy reaching the workpiece. And affect the focusing effect of the beam, which is not good for welding. A side blow can usually be used to drive off or weaken the plasma. The formation of small holes and the plasma effect accompany the generation of characteristic sound, light and electric charge during the welding process, study their relationship with welding specifications and weld quality, and use these characteristic signals to laser welding process and quality. Monitoring is of great theoretical and practical value.
Advantages
(1) The amount of heat input can be minimized, the metallographic range of the heat affected zone is small, and the deformation due to heat conduction is also the lowest.
(2) The welding process parameters of 32mm plate thickness single pass welding have been qualified, which can reduce the time required for thick plate welding and even eliminate the use of filler metal.
(3) There is no need to use electrodes, no concerns about electrode contamination or damage. And because it is not a contact welding process, the wear and deformation of the machine can be minimized.
(4) The laser beam is easy to focus, align, and guided by the optical instrument. It can be placed at an appropriate distance from the workpiece and can be redirected between the implements or obstacles around the workpiece. Other welding methods are subject to the above space limitations. Can't play.
(5) The workpiece can be placed in a closed space (with vacuum or internal gas environment under control).
(6) The laser beam can be focused on a small area to weld small and closely spaced parts.
(7) The range of weldable materials is large, and various heterogeneous materials can be joined to each other.
(8) It is easy to automate high-speed welding, and it can also be controlled by digital or computer.
(9) When welding thin materials or thin-diameter wires, it is not easy to remelt like arc welding.
(10) It is not affected by the magnetic field (easy for arc welding and electron beam welding) and can be precisely aligned.
(11) Two metals that can weld different physical properties (such as different resistances)
(12) No vacuum is required and X-ray protection is not required.
(13) If the hole is welded, the width of the weld bead can reach 10:1.
(14) The switching device can transmit the laser beam to a plurality of workstations.
Disadvantages
(1) The position of the weldment must be very precise and must be within the focus of the laser beam.
(2) When the fixture is to be used with a fixture, it must be ensured that the final position of the weldment is aligned with the weld point that the laser beam will impact.
(3) The maximum weldable thickness is limited by the penetration of the workpiece with a thickness of more than 19 mm. Laser welding is not suitable for the production line.
(4) High reflectivity and high thermal conductivity materials such as aluminum, copper and their alloys, etc., the weldability will be changed by the laser.
(5) When performing medium-to-high-energy laser beam welding, a plasma controller is used to drive out the ionized gas around the molten pool to ensure re-emergence of the weld bead.
(6) The energy conversion efficiency is too low, usually less than 10%.
(7) The weld bead is rapidly solidified and may have pores and embrittlement concerns.
(8) The equipment is expensive.
Application
Application of laser welding in industry
1. Application of laser welding in foreign automobile industry
1) Body-in-white laser welding
Online laser welding in the automotive industry is used extensively in the assembly and joining of body-in-white stamping parts. The main applications include laser welding of the roof cover, laser brazing of the trunk lid and laser welding of the frame.
Another important body laser welding application is laser welding of body structural components (including doors, body side frames and columns). The reason for using laser welding is to improve the strength of the body and solve the problem that it is difficult to carry out conventional resistance spot welding in some parts.
2) Unequal thickness laser tailor welded blank
The body is manufactured with unequal thickness laser tailor welded blanks to reduce body weight, reduce part count, improve safety and reliability, and reduce costs.
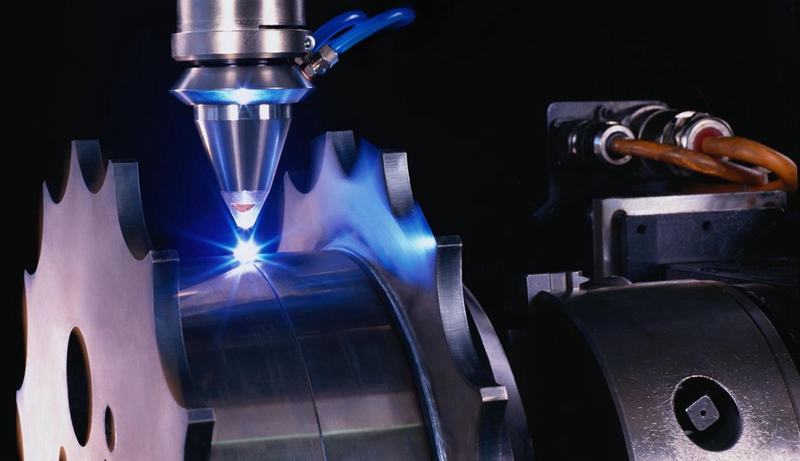
3) Welding of gears and transmission parts
In the late 1980s, Chrysler's Kokomo branch purchased nine 6kW CO2 lasers for gear laser welding with a 40% increase in production capacity. In the early 1990s, the three major US auto companies invested more than 40 lasers for transmission component welding. Mercedes-Benz has used laser welding instead of electron beam welding because the former has a small heat affected zone. Ford Motor Company of the United States welded the wheel rim with a 4.7 kW CO2 laser with a thickness of 1 mm and a welding speed of 2.5 m/min. The company also uses a laser welding machine with a vision system to weld the six shafts together with the forged gears to become the carrier part of the car's automatic transmission with a productivity of 200 pieces/h.
2. Application of fiber laser welding in shipbuilding and marine engineering
Many ships first make a number of independent partial component structural units, which are assembled one by one on the water platform. It is very suitable to use laser welding technology to manufacture local components of marine buildings because it combines welding cutting automation technology with laser technology. This technique can greatly increase productivity compared to arc welding methods.
In shipbuilding, fiber laser technology allows components to be welded together without welding edge pre-treatment and pre-weld or post-weld heat treatment. Compared with arc welding, the welded joint of laser welding is narrow, the heat affected zone is small, and there is no welding defect caused by arc blowing or electrode wear in the conventional arc welding method. Therefore, the joint uses fiber laser welding, which can realize the new welding structure design. In the past, it was impossible to make the welded joint more economical and better than the arc welded joint.
3. Application of laser welding in aircraft manufacturing
Laser beam welding has the advantages of high energy density, small heat-affected zone, flexible spatial position conversion, welding in the atmosphere, and minimal welding deformation. It is mainly used for the splicing of large skins of aircraft and the welding of skin and long rafts to ensure the tolerance of the aerodynamic surface. In addition, in the assembly of the fuselage accessories, laser beam welding technology is also widely used, such as the wing box of the pelvic fin and the flap. The structure is no longer completed by using the inner rib skeleton support structure and the outer skin, but the advanced sheet metal is applied. After the forming technology, the idle laser welding technology completes the welding and assembling in three dimensions, not only the product quality is good, the production efficiency is high, the process reproducibility is good, and the weight reduction effect is obvious.
Laser welding is also common in the manufacture of thin-walled parts such as inlets, bellows, oil pipelines, variable-section ducts and profiled closures. Conventional welding methods for these parts are mostly micro-arc plasma arc welding or small current tungsten argon arc welding. With the large-scale use of titanium alloy materials, even with these low-line energy welding techniques, the welding process caused by thin-walled materials is out of tolerance and the repair defects cannot be repaired, which leads to the fate of the traditional welding process. Laser beam welding with local protection measures is ideal for welding thin-walled titanium alloy housing parts.
4. The application of composite laser welding
Composite laser welding combines the advantages of both laser welding and conventional gas shielded welding (GMAW), which achieves greater penetration with less heat input and a small weld heat affected zone (HAZ); The added gas shielded welding (GMAW) can greatly expand the joint root gap size, improve the surface state and the allowable amount of impurities; improve the root gap filling and forming quality and strengthen the control of welding metallurgy.
5. The application of laser welding in medicine
Laser welding is heated by a laser, so it can penetrate transparent media and can be welded inside a transparent media container. This is difficult to do with other welding methods. This method has also been used in medicine. For example, some of our patients have retinal detachment, the retina is behind the eyeball, and the eye is blind after the retina falls off. The laser is used to weld the retina and the eyeball through the eyeball to the back of the eyeball. This is already a very successful operation.