

Resistance welding is a method in which the workpiece is combined and pressure is applied through the electrode, and the current is passed through the contact surface of the joint and the resistance heat generated in the adjacent region. Resistance welding uses a resistance heat generated by a current flowing through the contact surface of a workpiece and adjacent areas to heat it to a molten or plastic state, thereby forming a method of metal bonding. There are four main types of resistance welding methods, namely spot welding, seam welding, projection welding, and butt welding.
Principle
The generation of welding heat and the factors affecting the heat generation The heat generated during spot welding is determined by the following formula: Q =IRt (6-1)
Q--heat generated in the formula (J)
I--the square of the welding current (A)
R--resistance between electrodes (Ω)
t--Welding time (s)
The resistance R and the factor affecting R, the inter-electrode resistance in the formula (6-1) includes the resistance R of the workpiece itself, the contact resistance R between the two workpieces, and the contact resistance R between the electrode and the working chamber.
Resistance during spot welding
R = 2Rw, -l-Rc-I-2Rm (6-2) distribution and current line
When the workpiece and the electrode have been timed, the resistance of the workpiece depends on its resistivity. Therefore, resistivity is an important property of the material to be welded. Metals with high resistivity have poor thermal conductivity (such as stainless steel), and metals with low resistivity have good thermal conductivity (such as aluminum alloy). Therefore, when spot welding stainless steel, heat generation is easy and heat dissipation is difficult. When spot welding aluminum alloy, heat generation is difficult and heat dissipation is easy. When spot welding, the former can use a small current (several thousand amps), the latter must use a large current (tens of thousands of amps)

Classification
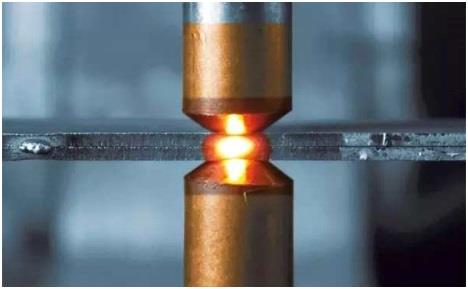
Spot Welding is a resistance welding method in which a weldment is assembled into a lap joint and pressed between two columnar electrodes to thermally melt the base metal by electric resistance to form a solder joint. Spot welding is mainly used for thin plate welding.
Spot welding process:
1. Preloading to ensure good contact with the workpiece.
2. Power on, so that the weld is formed into a nugget and a plastic ring.
3. Power-off forging, so that the nugget cools and crystallizes under the pressure, and forms a welded joint with dense structure, no shrinkage hole and crack.
The seam welding process is similar to spot welding, except that the cylindrical electrode is replaced by a rotating disc-shaped roller electrode, and the weldment is assembled into a lap joint or a butt joint, and placed between the two roller electrodes, and the roller pressurizes the weldment and rotates. A method of resistance welding that continuously or intermittently delivers electricity to form a continuous weld. Seam welding is mainly used for welding welds that are relatively regular and require sealing. The thickness of the joint is generally less than 3 mm.
Butt welding is an electric resistance welding method in which a weldment is welded along the entire contact surface.
Projection welding is a variant of spot welding; there are prefabricated bumps on a workpiece, and one or more nuggets can be formed at the joint at a time.
1, resistance butt welding (Resistance Butt Welding)
Resistance butt welding is a method in which a weldment is assembled into a butt joint so that its end faces are in close contact, heated by a resistance heat to a plastic state, and then the power is turned off and the forging force is quickly applied to complete the welding.
Resistance butt welding is mainly used for weldments with simple cross sections, diameters or side lengths less than 20 mm and less stringent strength requirements.
2, Flash Butt Welding
Flash butt welding is to assemble the weldment into a butt joint, turn on the power supply, gradually close the end face to reach the local contact, heat the contact points with resistance heat, generate a flash under the action of large current, and melt the end face metal until the end When the part reaches the predetermined temperature within a certain depth range, the method of powering off and rapidly applying the upsetting force to complete the welding is performed.
The quality of the joint of flash butt welding is better than that of electric resistance welding. The mechanical properties of the weld are equivalent to that of the base metal, and it is not necessary to clean the pre-welded surface of the joint before welding. Flash butt welding is often used for the welding of important weldments. Can weld the same kind of metal, can also weld dissimilar metals; can weld 0.01mm wire, can also weld 20000mm metal rod and profile.
The quality of resistance welding is determined by the following four elements:
1. current, 2. energization time, 3. pressure, 4. resistance tip diameter
Advantages
1. When the nugget is formed, it is always surrounded by the plastic ring, and the molten metal is isolated from the air, and the metallurgical process is simple.
2. The heating time is short and the heat is concentrated. Therefore, the heat affected zone is small, and the deformation and stress are also small. Usually, it is not necessary to arrange correction and heat treatment processes after welding.
3. There is no need for filler metal such as welding wire and welding rod, as well as welding materials such as oxygen, acetylene and hydrogen, and the welding cost is low.
4, simple operation, easy to achieve mechanization and automation, improve working conditions.
5, high productivity, and no noise and harmful gases, in mass production, can be combined with other manufacturing processes to the assembly line. However, flash butt welding requires sparking and needs to be isolated.
Disadvantages
1. There is currently no reliable non-destructive testing method. The quality of welding can only be checked by the destructive test of process samples and workpieces, and by various monitoring techniques.
2. The lap joint of the spot seam welding not only increases the weight of the component, but also forms an angle around the weld nugget of the two plates, resulting in low tensile strength and fatigue strength of the joint.
3. The equipment has high power, mechanization and high degree of automation, which makes the equipment cost high and maintenance difficult, and the commonly used high-power single-phase AC welding machine is not conducive to the balanced operation of the power grid.
Application
With the development of aerospace, electronics, automotive, household appliances and other industries, resistance welding has received more and more attention [2]. At the same time, higher requirements are placed on the quality of resistance welding. Fortunately, the development of China's microelectronics technology and the development of high-power thyristors and rectifiers have provided conditions for the improvement of resistance welding technology. China has produced a secondary rectifying welder with excellent performance. Control boxes consisting of integrated circuits and microcomputers have been used for the matching of new welders and the modification of old welders. Advanced closed-loop monitoring technologies such as constant current, dynamic resistance, and thermal expansion have begun to be popularized in production. All of this will help improve the quality of resistance welding and expand its application.
Technical Parameters
Effect of welding current
It can be seen from the formula that the effect of current on heat production is greater than both resistance and time. Therefore, it is a parameter that must be strictly controlled during the spot welding process. The main cause of current changes is grid voltage fluctuations and AC welder secondary loop impedance changes. Impedance changes are due to changes in the geometry of the loop or due to the introduction of different amounts of magnetic metal in the secondary loop. For DC machines, the secondary loop impedance changes without significant effect on the current.
In addition to the total amount of welding current, current density also has a significant effect on heating. By shunting the solder joints and increasing the contact area of the electrodes or the bump size during the projection welding, the current density and the heat of soldering are reduced, resulting in a significant decrease in joint strength.
Effect of welding time
In order to ensure the size of the nugget and the strength of the solder joint, the soldering time and the welding current can complement each other within a certain range. In order to obtain a certain strength of the solder joint, high current and short time (strong condition, also known as strong specification) can be used, and small current and long time (weak condition, also called weak specification) can be used. The choice of strong or weak conditions depends on the properties of the metal, the thickness and the power of the welder used. However, there is still an upper and lower limit for the current and time required for metals of different properties and thicknesses. If this limit is exceeded, a qualified nugget will not be formed.
Effect of electrode pressure
The electrode pressure has a significant effect on the total resistance R between the two electrodes, and R decreases significantly as the electrode pressure increases. At this time, although the welding current is slightly increased, it does not affect the decrease in heat generation due to the decrease in R. Therefore, the solder joint strength always decreases as the electrode pressure increases. While increasing the electrode pressure, increase the welding current or extend the welding time to compensate for the effect of the resistance reduction, and the welding spot strength can be kept constant. The use of such soldering conditions is advantageous for improving the stability of the solder joint strength. If the electrode pressure is too small, it will cause splashing and will also reduce the strength of the solder joint.
Effect of electrode shape and material properties
Since the contact area of the electrode determines the current density, the resistivity and thermal conductivity of the electrode material are related to the generation and dissipation of heat, and thus the shape and material of the electrode are nugged.
The formation has a significant impact. As the electrode tip deforms and wears, the contact area will increase and the solder joint strength will decrease.
Effect of surface condition of the workpiece
Oxides, dirt, oil and other impurities on the surface of the workpiece increase the contact resistance. Excessively thick oxide layers can even cause current to pass. Local conduction, due to excessive current density, can cause splashing and surface burnout. The inhomogeneity of the oxide layer also affects the inconsistency in the heating of the individual solder joints, causing fluctuations in the quality of the solder. Therefore, thorough cleaning of the surface of the workpiece is necessary to ensure the quality of the joint.
Weldability
The following items are the main indicators for evaluating the weldability of resistance welding:
1. Conductivity and thermal conductivity of materials A metal with a small resistivity and a large thermal conductivity requires a high-power welder, and its weldability is poor.
2. High-temperature strength of materials High-temperature (0.5-0.7Tm) metals with high yield strength are prone to spatter, shrinkage, cracks, etc. during spot welding, requiring large electrode pressures. If necessary, a large forging pressure is required after the power is turned off, and the weldability is poor.
3. Plastic temperature range of materials Plastics with narrow plastic temperature range (such as aluminum alloy) are very sensitive to the fluctuation of welding process parameters. It is required to use a welding machine that can accurately control the process parameters, and requires the follow-up of the electrode to be good. Poor weldability.
4. Sensitivity of materials to thermal cycling Under the influence of welding thermal cycle, metals with quenching tendency tend to produce hardened structure and cold cracks; alloys with low melting point are easy to form hot cracks with fusible impurities; The metal is prone to softening zones. To prevent these defects, appropriate technological measures should be taken. Therefore, the weldability of the metal having high heat cycle sensitivity is also poor.
Voltage compensation control system for copper and aluminum tube resistance welding
The welding quality of copper and aluminum tubes is stable, that is, the welding current is stable. The welding process of copper and aluminum tubes is analyzed, and a PLC control system capable of voltage compensation is designed. Before each welding, by measuring the power supply voltage, through the control system analysis and calculation, the conduction angle of the thyristor corresponding to the power supply voltage can be obtained and transmitted to the trigger board, thereby ensuring that the welding current is not affected by the power supply voltage fluctuation. The conduction angle is calculated by combining the experimental and mathematical interpolation. The cubic spline interpolation method is applied to the specific test data to obtain the relationship between the conduction angle and the power supply voltage. The welding test was carried out using a copper-aluminum tube string 8 n pith x 1 并对 and the current data was subjected to a T test. The results show that the power supply voltage is within the range of 380 V-I-15%, and the welding current is relatively stable, which can guarantee the welding quality of copper and aluminum tubes.