

Screen printing is a printing technique that uses a woven mesh to support an ink blocking stencil to receive a desired image. The attached stencil forms open areas of mesh that transfer ink as a sharp-edged image onto a substrate. A roller or squeegee is moved across the screen stencil forcing or pumping ink past the threads of the woven mesh in the open areas.
Screen printing is also a stencil method of print making in which a design is imposed on a screen of silk or other fine mesh, with blank areas coated with an impermeable substance, and ink is forced through the mesh onto the printing surface. It is also known as "silk screening" or "serigraphy".
Taxonomy
There is considerable taxonomic, etymological, and semantic discussion about the process, and techniques known as Screen Printing, Screen-printing, Screenprinting, silkscreen, and serigraph. Much of the current confusion is based on the popular traditional reference to the process of screen printing as silkscreen printing. Almost no professional businesses, artists, or trade organizations use references to silk because of the general abandonment of silk as a viable mesh material after the 1960s.
Traditionally silk was used for screen-printing, that's where the name silk screening comes from. Now a polyester is used to do the printing.
Encyclopedia references, encyclopedias and trade publications also use an array of spellings for this process with the two most often encountered English spellings as, screenprinting spelled as a single undivided word, and the more popular two word title of screen printing without hyphenation.
Printing technique
A screen is made of a piece of porous, finely woven fabric called mesh stretched over a frame of aluminum or wood. Originally human hair then silk was woven into screen mesh; currently most mesh is made of man-made materials such as steel, nylon, and polyester. Areas of the screen are blocked off with a non-permeable material to form a stencil, which is a negative of the image to be printed; that is, the open spaces are where the ink will appear.
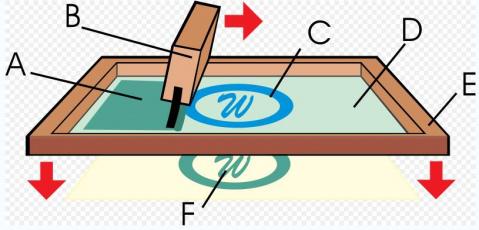
The screen is placed atop a substrate such as paper or fabric. Ink is placed on top of the screen, and a fill bar (also known as a floodbar) is used to fill the mesh openings with ink. The operator begins with the fill bar at the rear of the screen and behind a reservoir of ink. The operator lifts the screen to prevent contact with the substrate and then using a slight amount of downward force pulls the fill bar to the front of the screen. This effectively fills the mesh openings with ink and moves the ink reservoir to the front of the screen. The operator then uses a squeegee (rubber blade) to move the mesh down to the substrate and pushes the squeegee to the rear of the screen. The ink that is in the mesh opening is pumped or squeezed by capillary action to the substrate in a controlled and prescribed amount, i.e. the wet ink deposit is equal to the thickness of the mesh and or stencil. As the squeegee moves toward the rear of the screen the tension of the mesh pulls the mesh up away from the substrate (called snap-off) leaving the ink upon the substrate surface.
There are three types of screenprinting presses. The 'flat-bed' (probably the most widely used), 'cylinder', and 'rotary'.
Textile items are printed in multi-color designs using a wet on wet technique, while graphic items are allowed to dry between colors that are then printed with another screen and often in a different color.
The screen can be re-used after cleaning. However if the design is no longer needed, then the screen can be "reclaimed", that is cleared of all emulsion and used again. The reclaiming process involves removing the ink from the screen then spraying on stencil remover to remove all emulsion. Stencil removers come in the form of liquids, gels, or powders. The powdered types have to be mixed with water before use, and so can be considered to belong to the liquid category. After applying the stencil remover the emulsion must be washed out using a pressure washer.
Most screens are ready for recoating at this stage, but sometimes screens will have to undergo a further step in the reclaiming process called dehazing. This additional step removes haze or "ghost images" left behind in the screen once the emulsion has been removed. Ghost images tend to faintly outline the open areas of previous stencils, hence the name. They are the result of ink residue trapped in the mesh, often in the knuckles of the mesh, those points where threads overlap.
While the public thinks of garments in conjunction with screenprinting, the technique is used on tens of thousands of items, decals, clock and watch faces, balloons and many more products. The technique has even been adapted for more advanced uses, such as laying down conductors and resistors in multi-layer circuits using thin ceramic layers as the substrate.
Stenciling techniques
A macro photo of a screenprint with a photographically produced stencil. The ink will be printed where the stencil does not cover the substrate.There are several ways to create a stencil for screenprinting. An early method was to create it by hand in the desired shape, either by cutting the design from a non-porous material and attaching it to the bottom of the screen, or by painting a negative image directly on the screen with a filler material which became impermeable when it dried. For a more painterly technique, the artist would choose to paint the image with drawing fluid, wait for the image to dry, and then coat the entire screen with screen filler. After the filler had dried, water was used to spray out the screen, and only the areas that were painted by the drawing fluid would wash away, leaving a stencil around it. This process enabled the artist to incorporate their hand into the process, to stay true to their drawing.
A method that has increased in popularity over the past 70 years and is tremendously popular is the photo emulsion technique:
The original image is created on a transparent overlay such as acetate or tracing paper. The image may be drawn or painted directly on the overlay, photocopied, or printed with a inkjet or laser printer, as long as the areas to be inked are opaque. A black-and-white negative may also be used (projected on to the screen). However, unlike traditional platemaking, these screens are normally exposed by using film positives.
The overlay is placed over the emulsion-coated screen, and then exposed with a light source containing ultraviolet light in the 350-420 Nanometer spectrum. The UV light passes through the clear areas and create a polymerization (hardening) of the emulsion.
The screen is washed off thoroughly. The areas of emulsion that were not exposed to light dissolve and wash away, leaving a negative stencil of the image on the mesh.
Photographic screens can reproduce images with a high level of detail, and can be reused for tens of thousands of copies[citation needed]. The ease of producing transparent overlays from any black-and-white image makes this the most convenient method for artists who are not familiar with other printmaking techniques. Artists can obtain screens, frames, emulsion, and lights separately; there are also preassembled kits, which are especially popular for printing small items such as greeting cards.
Another advantage of screenprinting is that large quantities can be produced rapidly with new automatic presses (up to 1200 shirts in 1 hour).[citation needed] (The record is over 2000 shirts an hour.) The documented recordfor shirts printed in one hour by a single operator is 1805. Maddie Sikorski of the New Buffalo Shirt Factory in Clarence, New York (USA) set the record on 18 February 2005 at the Image Wear Expo in Orlando, Florida, USA, using a 12-color M&R Formula Press and an M&R Passport Automatic Textile Unloader.
Screenprinting Materials
Plastisol
the most common ink used in commercial garment decoration. Good color opacity onto dark garments and clear graphic detail with, as the name suggests, a more plasticized texture. This print can be made softer with special additives or heavier by adding extra layers of ink. Plastisol inks require heat (approx. 150°C (300°F) for many inks) to cure the print.
Water-Based inks
these penetrate the fabric more than the plastisol inks and create a much softer feel. Ideal for printing darker inks onto lighter colored garments. Also useful for larger area prints where texture is important. Some inks require heat or an added catalyst to make the print permanent.
PVC/ Phalate Free
relatively new breed of ink and printing with the benefits of plastisol but without the two main toxic components - soft feeling print.
Discharge inks
used to print lighter colours onto dark background fabrics, they work by removing the dye in the garment – this means they leave a much softer texture. They are less graphic in nature than plastisol inks, and exact colours are difficult to control, but especially good for distressed prints and underbasing on dark garments that are to be printed with additional layers of plastisol.
Flocking
consists of a glue printed onto the fabric and then foil (or other special effect) material is applied for a mirror finish.
Glitter/Shimmer
metallic flakes are suspended in the ink base to create this sparkle effect. Usually available in gold or silver but can be mixed to make most colours.
Metallic
similar to glitter, but smaller particles suspended in the ink. A glue is printed onto the fabric then a nanoscale fibers applied on it.
Expanding ink (puff)
an additive to plastisol inks which raises the print off the garment, creating a 3D feel.
Caviar beads
again a glue is printed in the shape of the design, to which small plastic beads are then applied – works well with solid block areas creating an interesting tactile surface.
Four color process
artwork is created and then separated into four colors (CMYK) which combine to create the full spectrum of colours needed for photographic prints. This means a large number of colors can be simulated using only 4 screens, reducing costs, time, and set-up. The inks are required to blend and are more translucent, meaning a compromise with vibrancy of color.
Gloss
a clear base laid over previously printed inks to create a shiny finish.
Nylobond
a special ink additive for printing onto technical or waterproof fabrics.
Mirrored silver
Another solvent based ink, but you can almost see your face in it.
Suede Ink
Suede is a milky colored additive that is added to plastisol. With suede additive you can make any color of plastisol have a suede feel. It is actually a puff blowing agent that does not bubble as much as regular puff ink. The directions vary from manufacturer to manufacturer, but generally you can add up to 50% suede additive to your normal plastisol.