


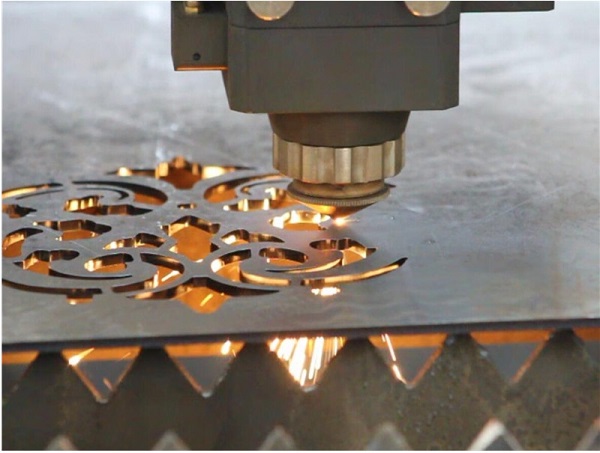
Have a project that needs Laser Cutting? Let Tuowei Prototype assist you with your Laser cutting needs. Here is a Laser Cutting overview: When it comes to cutting metal and non-metal raw materials, the laser is in many cases the first choice as a universal tool. The laser beam cuts nearly any contour quickly and with flexibility – regardless of how intricate and complex the shape is, or how thin the material. In the process, various cutting gases and pressures influence the machining process and the result.
Flame cutting
For flame cutting, oxygen is used as the cutting gas; this is blown into the kerf with a pressure of up to 6 bar. There, it burns and oxidizes the metal melt. The energy generated by this chemical reaction supports the laser beam. Flame cutting allows for very high cutting speeds and the processing of thick sheet metals and mild steels.
Fusion cutting
During fusion cutting, nitrogen or argon are used as a cutting gas. This is driven through the kerf with a pressure between 2 and 20 bar, and unlike flame cutting, does not react with the metal surface in the kerf. This cutting procedure has the advantage that the cutting edges remain free of burrs or oxides, and reworking is barely required.
Sublimation cutting
Sublimation cutting is primarily used for precision cutting tasks which require very high-quality cutting edges. In this process, the laser vaporizes the material with as little melting as possible. The material vapor creates a high amount of pressure in the kerf, which forces the melt out in an upwards and downwards direction. The assist gas – nitrogen, argon, or helium – shields the cutting areas from the environment and ensures that the cutting edges remain free of oxides.
Laser precision cutting
For laser beam precision cutting, individual bores are joined together with pulsed laser energy; these overlap by 50 to 90% and form a kerf. The short pulses create very high levels of peak pulse powers and extreme irradiances on the workpiece surface. The advantage: heating up of the component is very minimal, which allows for the cutting of even the most intricate parts without heat distortion.
Parameters which influence the laser cutting process
Focus position and focal diameter
The focus position influences the irradiance and form of the kerf on the workpiece. The focal diameter determines the gap width as well as the form of the kerf.
Laser power
So that the processing threshold – the point at which the material begins to melt – is exceeded, a specific amount of energy per surface area unit is required. This is defined as: energy per surface area unit = irradiance x exposure time on the workpiece.
Nozzle diameter
Choosing the right nozzle is crucial for part quality. The form of the gas beam as well a the gas quantity are determined by the diameter of the nozzle.
Operating mode
Continuous wave operation or pulsing – the operating mode allows you to control whether the laser energy is to hit the workpiece continuously or with interruptions.

Cutting speed
The respective cutting task and the material to be processed determine the cutting speed. As a basic rule: the more laser power that is provided, the faster the cutting can be carried out. Additionally, the cutting speed is reduced with increasing material thickness. If the speed for the respective material has been set too high or too low, increased surface roughness and burr formation can occur as a result.
Degree of polarization
Nearly all CO2 lasers deliver linear polarized laser light. If contours are cut, the cutting result changes with the cutting direction: if the light oscillates parallel to the cutting direction, the edge will be smooth. If the light oscillates perpendicular to the cutting direction, this creates a burr. This is why linear polarized laser light is often switched over to circular polarized. The degree of polarization determines how well the target circular polarization was reached, and is decisive for cutting quality. Polarization must not be changed for solid-state lasers; it delivers direction-independent cutting results.

Cutting gases and cutting pressures
Different process gases are used depending on the cutting procedure; they are driven through the kerf at varying pressures. Argon and nitrogen as cutting gas, for example, have the advantage that they do not react to the melted metal in the kerf, while at the same time shielding the cutting area from the environment.
Contact us at Tuowei Prototype for inquiries about your next Laser Cutting project! We can Laser Cut you project to the highest quality! Our past projects include parts for industrial products, heavy equipment projects, automotive projects, and electronic enclosures. From small projects to big projects, Tuowei Prototype is your friend for reliable, economic fast paced production!

